源自台湾工艺 高精密更可靠
专注凸轮分割器/中空旋转平台/行星减速机研发与智造


 400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052

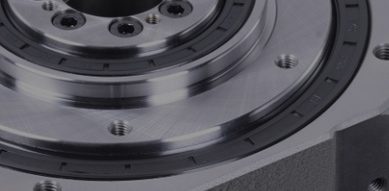
分割器是一种专门为适应高自动化、高精度、高速生产组装场合而开发的自动机械核心部件。转盘、各种装配执行机构、装卸装置、控制系统和分度器组装后,成为一个速率高的自动化装置。广泛应用于半导体芯片、电气部件、五金工业、饮料行业的自动化生产和组装。目前,凸轮分割器的应用越广泛,维护和维护就越重要。
樱田鑫分割器厂家的技术来分享分割器维护和检查保养等几个方面:分割器故障的原因及解决方法:
一.传动系统周围的杂物、下角料等阻卡运动,应随时清理传动系统周围的杂物、下角料等。
二.安装基的输入和输出方向与设备所需的输入和输出方向不同。偏差或偏心。这将影响输出精度,并严重损坏分割。因为此时,分割器处于异常力状态。解决方案:调整安装基础和分割器的输入和输出轴方向。
三.不适当的调整会影响分割精度、冲击和噪声,损坏分割器达不到预期的速度和承载能力。从而缩短分割器的使用寿命。
调整包括两部分:轴间距、输入和输出轴向位置:
1、调整轴间距:
如果分割器通过长时间的使用和磨损在定位工作区域有间隙,则应通过调整轴间距来消除间隙。这可以通过同步调整输入轴两端的偏心盖来进行。
2、轴向位置的调整:
凸轮分割器的轴向位置可以通过调整凸轮两侧的锁紧螺母或输入轴两侧的轴承盖来调整。分割轮的轴向位置可以通过调整输出轴两端的轴承盖或后端的锁紧螺母来调整。注:分割器出厂后仔细调整,不允许用户私下调整,以防误调。如果确实需要调整,可以与
分割器工厂合作。
3、凸轮轴的凸轮轴轴承与轴颈隙大于0.15mm更换新轴承以恢复轴颈与轴承的正常配合。
(1)根据凸轮轴颈的尺寸,选择同级修复尺寸的轴承。
(2)凸轮轴承与承孔的配合应有一定的过盈。
(3)将凸轮轴放入轴承孔中旋转数圈,并根据松紧度和接触面积进行适当调整。检查松紧度的方法是在轴承内涂油。转动凸轮轴数圈后,当分割器用手指拨动正时齿轮时,应灵活旋转,无堵塞,上下拉动凸轮轴无明显间隙感。
4、根据轴颈尺寸刮轴承的方法是将轴承套在相应的轴颈上,旋转轴承几圈后取下,根据接触情况刮轴承合金,然后将轴承套在轴颈上旋转。取下轴承后,根据接触情况再次刮,重复。刮到轴承和轴颈之间的厚度=轴承与轴承孔的过盈配合+轴承与轴颈之间的配合间隙适用于拉动厚度规则时的轻微阻力。这样,当凸轮分割器将轴承压入轴承孔时,可以获得所需的配合间隙,因为轴承内径的缩小接近轴承与轴承孔的配合过剩。刮削时,尽量使轴承壁厚均匀,以确保各轴承的同心度。
5、枪下气缸体后端盖,拆除旧轴承。压入新轴承时,应注意正油孔,各凸轮轴承不得安装错误,以免影响摇臂机构的润滑。
6、凸轮损坏分割器故障,不能再使用,可更换凸轮,无损坏或轻损坏仍可继续使用。随时清理传动系统周围的下部材料和杂物,防止阻塞运动输入、输出轴连接器和传动部件的定期维护。注意链轮、联轴器、皮带轮、齿轮和输出驱动器是否松动,链轮、皮带的张力和齿轮的啮合间隙应保证正常状态。如发现以下情况,应立即停止运行。异常声音。凸轮分割器在凸轮静止区域有反向冲击。异常振动。在相应的间歇次数中,无分割输出或分割输出不稳定或无分割输出。
7、如果分割器中的滚针轴承损坏并出现分割器故障,则可以取出输出轴并更换滚针轴承。有两种方法。一种是松开输出套并取出输出轴。不要松开后端的压盖,以便在重新安装时保持轴向位置不变。二是松开输出轴后端的锁紧螺母和前端的输出套,将输出轴与套筒一起取出。重新安装时,只需锁紧螺母即可将输出轴返回原位置。


以上是间歇凸轮分割器-樱田鑫自动化科技跟大家分享的 :“分割器出现故障的原因以及维修方法”,如果还想了解更多关于凸轮分割器的相关内容,请继续关注昆山樱田鑫自动化科技有限公司官网!
 400-687-8610
400-687-8610 大陆地址:江苏省昆山市康庄路138号
大陆地址:江苏省昆山市康庄路138号 联系邮箱:linda@yitosn.com
联系邮箱:linda@yitosn.com 扫一扫微信客服 
樱田鑫自动化科技有限公司百度统计网站地图
大陆地址:江苏省昆山市康庄路138号 台湾地址:台中市太平区永平路二段302巷18弄
备案号:苏ICP备17063663号-1网站版权注册 仿冒必究!  苏公网安备32058302004871
苏公网安备32058302004871

 微信沟通
微信沟通




 返回顶部
返回顶部