源自台湾工艺 高精密更可靠
专注凸轮分割器/中空旋转平台/行星减速机研发与智造


 400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052
400-687-8610 0512-3688-5052

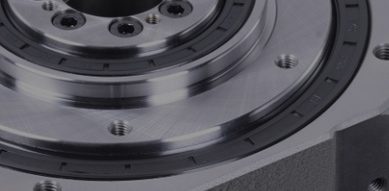
调整凸轮分割器的轴向间隙和径向间隙是保障设备高精度运转、延长使用寿命的关键操作,需遵循 “先判断间隙大小,再分步调整,最后验证精度” 的流程,具体方法如下:
1. 停机断电:确保分割器处于完全静止、无负载状态,防止调整过程中设备误启动。
2.清洁部件:清理分割器输出轴、法兰盘、锁紧螺栓及周边的油污、铁屑,避免杂质影响调整精度。
3.工具准备:准备扭矩扳手、内六角扳手、百分表、磁性表座,用于测量间隙和控制螺栓拧紧力矩。
轴向间隙:用百分表顶在输出轴端面,沿轴向推拉输出轴,指针跳动量>0.01mm 需调整。
1.拆卸分割器输出端的防护罩、法兰盘或负载连接件,露出输出轴后端的锁紧螺母和止推轴承。
2.垫片调整法(适用于带垫片结构)
当百分表跳动量≤0.01mm 时停止拧紧,锁死防松螺母。
三、 径向间隙调整步骤
1. 找到分割器壳体与输出轴轴承压盖的连接螺栓(一般为 4-6 颗均匀分布)。
2.按对角顺序缓慢拧紧螺栓,每次拧动 1/4 圈,同时用百分表监测输出轴径向跳动。
3.当百分表跳动量≤0.02mm 时,停止拧紧,确保所有螺栓拧紧力矩一致(避免轴承偏载)。
1.空载试运行:启动电机,让分割器空载运转 10-15 分钟,观察有无异响、发热(正常温度应<60℃)。
1.调整时禁止过度拧紧:螺栓预紧力过大会导致轴承发热、磨损加剧,甚至损坏凸轮和滚针轴承。
2.间隙并非越小越好:保留 0.005-0.01mm 的微量间隙,可补偿设备运行时的热膨胀。
3.定期检查维护:建议每运行 1000 小时检测一次间隙,每年进行一次全面调整和润滑保养。
 400-687-8610
400-687-8610 大陆地址:江苏省昆山市康庄路138号
大陆地址:江苏省昆山市康庄路138号 联系邮箱:linda@yitosn.com
联系邮箱:linda@yitosn.com 扫一扫微信客服 
樱田鑫自动化科技有限公司百度统计网站地图
大陆地址:江苏省昆山市康庄路138号 台湾地址:台中市太平区永平路二段302巷18弄
备案号:苏ICP备17063663号-1网站版权注册 仿冒必究!  苏公网安备32058302004871
苏公网安备32058302004871

 微信沟通
微信沟通




 返回顶部
返回顶部